目次:
1)既製品で大部分を設計すると経済設計に繋がる。
2)既製品からみるプレカット可能範囲
1)既製品で大部分を設計すると経済設計に繋がる。
非住宅木造とはいっても全てを製作金物とする必要はありません。住宅用として流通性のある既製品金物をベースとして接合部を設計し、一部特殊な部分のみ制作金物とすることで、経済性に配慮した設計が可能です。
単純に耐力が不足する場合などは、設計者判断で既製品を複数個使いする対応も十分にあり得ます。MP接合部標準図では、より高耐力が求められる場合の既製品の使い方も紹介しています。
金物を複数個使い場合は、①ばらつきの影響や金物のつけ方による引張力と曲げモーメントの複合応力が母材に生じる等、使用する木材断面にも配慮が必要なこと、②取り付ける位置によっては金物が2個同時に降伏しないため、必ずしも耐力が2倍にならないため、適切に低減する等の配慮が必要です。
例えば『平成27年度 木造軸組工法の研究 中層建築物の構造設計(一般社団法人 日本木造住宅産業協会)』でも、既製品金物の複数使いについて明記されています。そこでは、高耐力フレックスホールダウンの2個使いは、足し合わせた耐力を0.8掛けとすることが推奨されています。
また2個使いに関しては、社内試験にて確認している製品もあります。第三者機関による試験データではありませんが、『木造軸組工法住宅の許容応力度設計』によると、『第三者機関“等”…』とあり、設計者判断によっては社内試験結果でも確認申請図書の根拠になり得ます。BXカネシン製品の社内試験データが必要な場合はお問い合せください。
2)既製品からみる、プレカット加工が可能な範囲
既製品の利用は木材のプレカット加工をする際にもメリットがあります。例えばM12ボルトを使用する既製品はどのプレカット工場でも対応する穴径のドリルがあります。また金物工法に使用する既製品も全国に対応可能なプレカット工場があります。逆に住宅にはあまり使用しないボルト径や特殊な加工が必要な接合部は対応できなかったり、手加工の対応が必要になりコストアップにつながります。そのため制作金物を設計する際にもプレカット加工の対応可能な範囲を知っておくと住宅のインフラを有効活用できます。以下に例を挙げます。
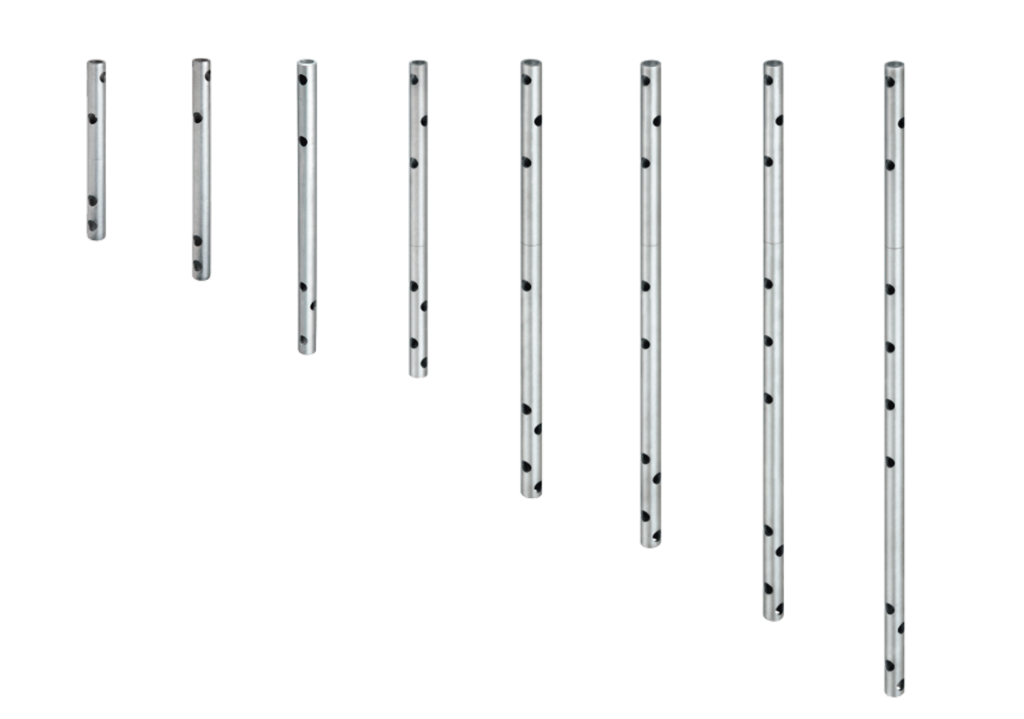
パイプ接合:PZ-HDPシリーズなど
パイプ径はφ22、φ27で、深さ220mmまでは一般的に穴あけが可能です。ただし、1本の柱に複数本使いする場合には特殊加工扱いになるため注意が必要です。また、通常パイプは梁せい方向に貫通して使用しますが、梁側面や木口面に挿入する場合も特殊加工となりますので併せてご注意ください。特殊加工は専用の特殊加工機を用いる場合と手加工で対応する場合があり、プレカット工場毎に対応はご確認ください。
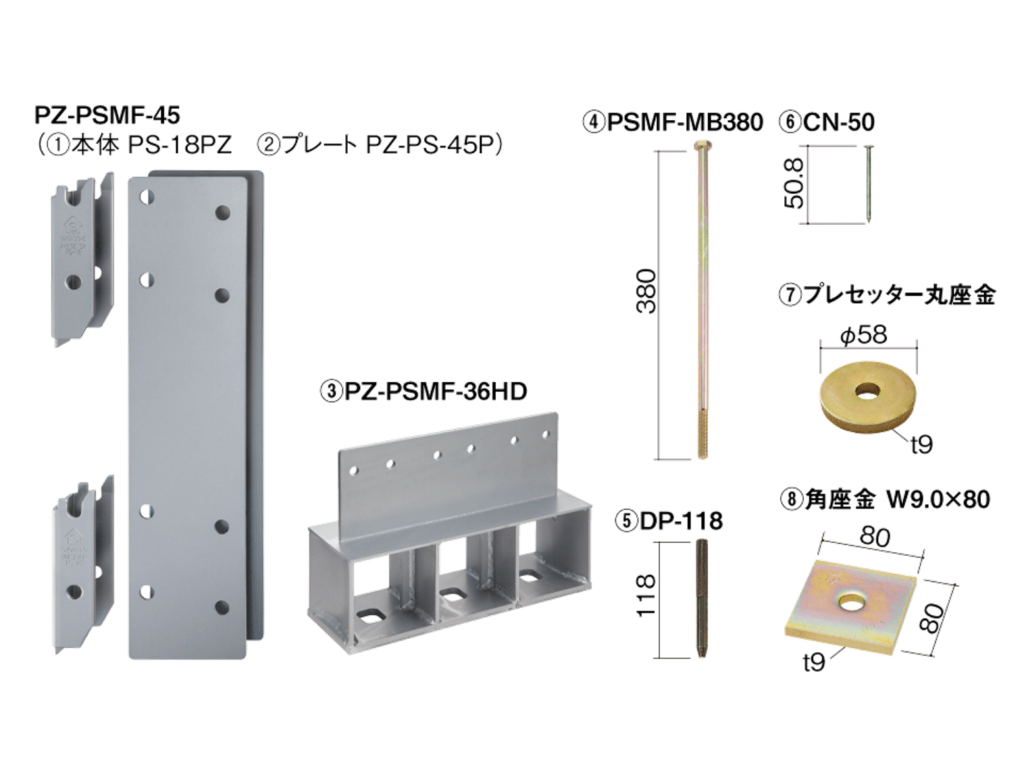
ボルト接合:プレセッター門型フレーム
木造で使用するM12ボルトは2種類あり軸部の径が異なります。主流はφ10.65mmの軸細ボルトで、通常は「軸細」の表記なく「M12ボルト」と記載されています。もう1種類は軸部の径がφ12mmの「中ボルト」です。なおネジのサイズはどちらもM12なので2種類あることに気付きづらく、間違えやすいのでご注意ください。
引張補強として用いる羽子板ボルトや火打ちなどで使用するM12ボルトの穴径は15mm前後が一般的です。一方、せん断負担として使う金物工法の梁受け金物の中ボルトは軸径と木材の穴径が同寸の12mmです。
このボルト穴のように径が小さい場合、穴が深くなると真っ直ぐ穴あけできません。穴径φ12~15mmの場合であれば、深さは概ね360mm程度が限界です。
接合部設計において、特に穴径を指定しない場合や梁せいが大きい場合には、M12に対してφ18穴とかなり大きめの穴になってしまう場合もあります。その場合ボルトのせん断抵抗に期待せず、別途シアキーを設ける等の対応が必要です。また、母材の断面欠損にも配慮する必要があります。
製品カタログから見る接合部設計
以下は住宅用ではありませんが、制作金物を設計する際の参考になるかと思います。
スリット加工:TS金物
既製品の梁受け金物のスリット以外は特殊加工機を使用します。深さ300mm程度であれば、1スリットでも丸鋸等で加工が可能です。より深くなる場合、チェーンソーユニットを使用したり、材の両側面から丸鋸を走らせる等により対応できますが、加工精度が荒くなったり、想定よりスリットが長くなる場合もあるようです。
例えば、柱脚の設計などで高耐力が求められ、ドリフトピンを多数打ち込んでスリットが長い場合には、さらにスリットが長くなってしまうと、部材の座屈耐力への影響を生じ得る可能性もあるため、ビスやボルトで開き止めをするといった配慮が必要です。

ラグスクリューボルトの先穴
先穴の深さは300mm程度までは一般的に加工可能です。梁せい方向に600mmを超える深さの穴あけをする場合はボルト同様、真っ直ぐに施工することは難しいです。加工の可否はプレカット工場が錐を持っているか、専用特殊加工機を持っているかによるため、注意が必要です。

実際にはプレカット工場ごとに対応可能な範囲や得意な加工に差異があります。また、住宅向けのプレカットラインで加工可能なものはプレカット専用CADに金物情報を登録した場合に限ります。制作金物や既成品の応用接合(複数使い等)を使用する際には、施工予定のプレカット工場に事前確認することを推奨します。