製作金物を設計する場合に、溶接は何に配慮すると良いか整理してみます。
❶隅肉溶接のサイズ
製作金物でも一般的な鉄骨造の隅肉溶接と同様に通例として、接合する2材の小さいほうの板厚に0.7がけした値を繰り上げた溶接サイズとします。
混同しがちですが、脚長ではなくサイズです。サイズは溶接した断面に入る2等辺三角形の一辺の長さです。縦と横の脚長の短い方がサイズと考えると分かりやすいと思います。
製作金物の設計図書において、溶接指示がない場合がたびたびあります。
隅肉溶接であれば、省略されている場合通例に準じますが、もし溶け込み溶接としたい箇所は、必ず図面などに明記頂くようご注意ください。また溶け込み溶接では超音波探傷検査 (UT検査)などの実施要否も配慮いただけると良ですね。
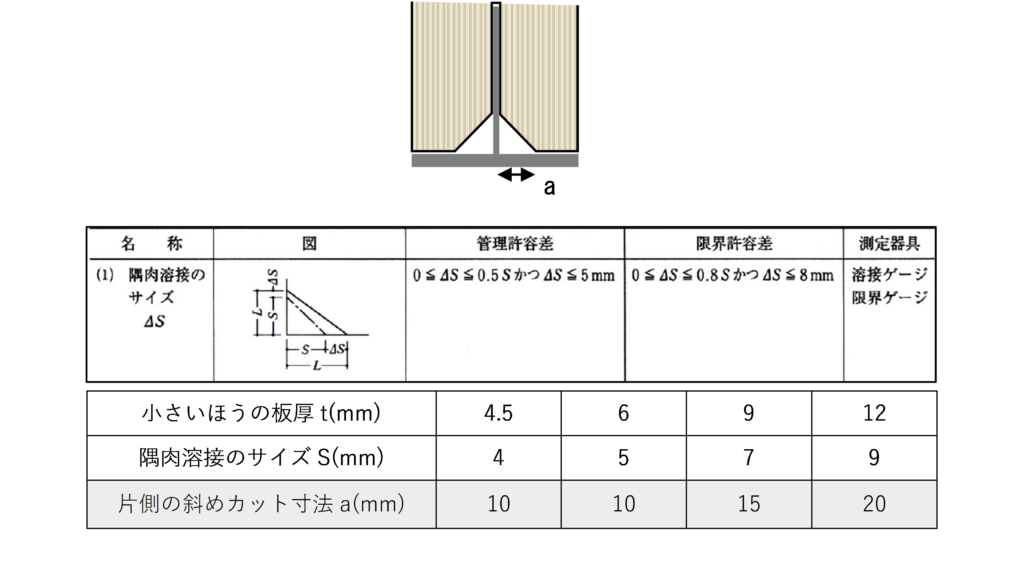
❷隅肉溶接と木材の干渉避け加工寸法
隅肉溶接と木材が干渉することを避ける加工寸法
製作の柱脚金物、トラス構造等でコストや意匠性に配慮して立ち上がりのボックス状の金物を設けない場合、下図のように溶接避けの木加工(斜めカット)が必要になります。
溶接の限界許容差(0.8Sを採用)を加えた溶接サイズになると考えると、多少クリアを見たスリットを除く斜めカット寸法は表の通りです。
ドリフトピンの端距離が短くなるので、長くとる等の配慮が必要です。
残存断面での圧縮力は実質的にはドリフトピンも負担しているため、木材が120幅でも問題になるとは考えにくいです。ただ、タフセッターのように大きくしゃくり加工をする場合、ドリフトピンだけで圧縮を負担させる工夫が必要です。
また、溶接回避の木加工についても複雑な加工になるのであれば、事前にプレカット工場と相談することをお勧めします。
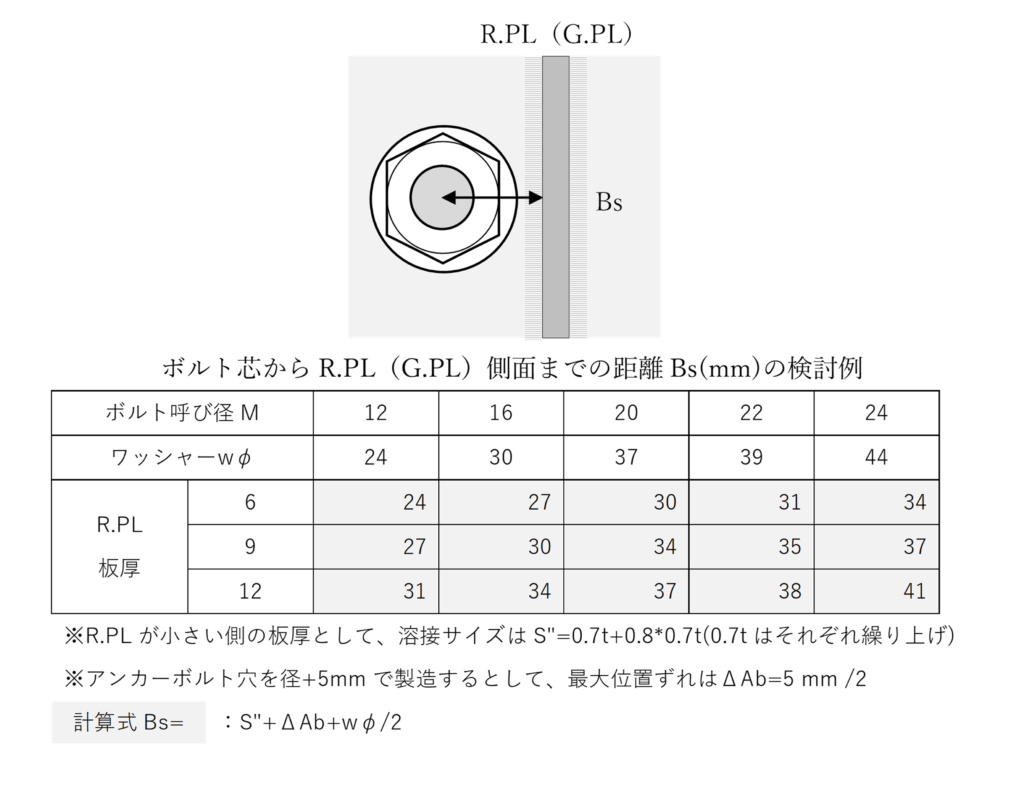
❸隅肉溶接とアンカーボルトの干渉
製作柱脚金物のご依頼を頂いた際、稀に隅肉溶接とアンカーボルトが干渉していることが有ります。
下表のように、アンカーボルトの施工誤差とワッシャーサイズ、溶接の許容差を合わせて考えると、M24で40mm離しておけば概ね干渉回避できます。
親子フィラーの採用を検討いただく場合や、R.PL(G.PL)をくりぬいて芯に配置する場合には別途検討が必要です。
また忘れがちですが、施工する際に使う工具の寸法にもご注意ください。下図の場合であればレンチでは締められるが、ラチェットは入らない等ありがちな話です。
ちなみに「高耐力柱脚金物45」や「高耐力柱脚金物75」、「MP柱脚システム」では溶接回避の木加工が不要になるよう溶接箇所を工夫しています。
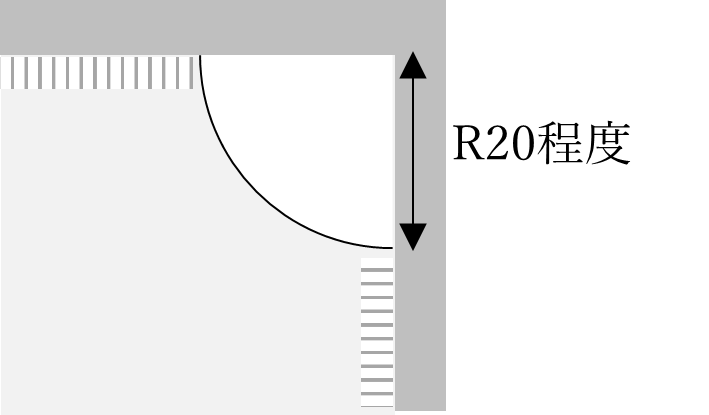
❹隅肉溶接と溶融亜鉛メッキ
溶融亜鉛メッキだと3面で囲われた範囲には、R20程度のメッキ抜き穴が付くため、溶接長さが短くなります。
通常やりませんが、クロメートメッキにした場合も同様です。錆止め塗装ではメッキ抜き穴は不要です。
板厚6mm以上の場合、溶接長さが40mm以下だとショートビードとなり溶接不良が生じる可能性もありますので、小さい金物を設計する場合や、R.PLが必要な設計をする場合には注意が必要です。
構造金物相談所では今回ご紹介したような溶接に関する相談なども受け付けています。お困りごと有りましたらご相談ください。